
ХӘ ТӘ үәБҰұнК§Р§КВ№КҪoУНМп°ІИ«Йъ®a»о„УҺ§ҒнҳOҙуөД“pК§ЎЈҢҰДіУНМпөДТ»ЖрЖХНЁүәБҰұнГЬ·вК§Р§КВ№КЯMРРБЛХ{ІйЈ¬НЁЯ^үәБҰұнК§Р§РОГІәкУ^СРҫҝЎўОўУ^У^Імј°»ҜҢWіЙ·Ц·ЦОцөИ·Ҫ·ЁҢҰК§Р§ФӯТтЯMРРБЛ·ЦОцЎЈҪY№ыұнГчЈ¬үәБҰұнК§Р§КВ№ККЗТтҸ—»Й№ЬЕc·вҝЪИыЎўЯB—UәёҪУІҝО»ҙжФЪәёҪУИұПЭЎЈҪЁЧhФ“УНМпҢҰФЪУГј°ҺмҙжөДН¬РНМ–үәБҰұнЯMРРЧРјҡҷzІйЈ¬ҢҰҙжФЪУРәёҪУИұПЭөДүәБҰұнЯMРРСaәёМҺАнЈ¬ТФГвФЩҙО°lЙъК§Р§КВ№КЈ»ҢҰәёҪУәуөДҪYҳӢЯMРРЖЈ„ЪңyФҮФҮтһЈ¬ТФұЈЧCүәБҰұнқMЧгК№УГТӘЗуЎЈ
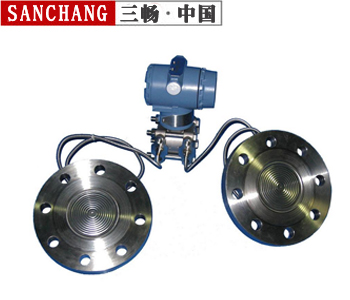
Ҹ—»Й№ЬКҪүәБҰұнКЗТФҸ—»Й№ЬһйГфёРФӘјюөДүәБҰңyБҝғxЎЈҸ—»Й№ЬФЪүәБҰәНХжҝХөДЧчУГПВЈ¬®aЙъҸ—РФРОЧғЈ¬ТэЖр№Ь¶ЛО»ТЖЈ¬ЖдО»ТЖНЁЯ^ЙИРОэXЭҶӮч„УҷCҳӢЯMРР·ЕҙуЈ¬ӮчЯfҪoЦёКҫСbЦГЈ¬п@Кҫұ»ңyүәБҰЎЈУНМпІЙУНҳдЙПөДУНүәүәБҰұнУГҒнұOңyУНҫ®ЦРУН№ЬөДүәБҰЈ¬ҪoІЩЧчИЛҶTәНјјРgИЛҶTМṩЦШТӘөД…ў”өРЕПўЎЈДіУНМпСІҫ®ИЛҶTФЪСІҷz•r°l¬Fҫ®ҲцҙуГж·eОЫИҫЈ¬ҪӣҷzІйҙ_ХJУНОЫКЗУЙІЙУНҳдЙПРНМ–һйY-100үәБҰұнГЬ·вК§Р§Ң§ЦВЈ¬ұнғИИ«ІҝКЗУНОЫЈ¬ұнұPЖЖБСЎЈФ“үәБҰұнК§Р§РОГІИзҲD1ЛщКҫЎЈУНМпәуҒнУЦ°lЙъҺЧЖрүәБҰұнК§Р§КВ№КҫщһйН¬ЖЪЩҸИлөДРНМ–Y-100үәБҰұнЈ¬Я@ҪoФ“УНМп°ІИ«Йъ®a»о„УҺ§ҒнҳOҙуөД“pК§ЎЈһйХТіцФ“оҗүәБҰұнК§Р§ФӯТтЈ¬ұЬГвҙЛоҗКВ№КФЩҙО°lЙъЈ¬ҢҰФ“ЖрүәБҰұнК§Р§КВ№КЯMРРБЛХ{Ій·ЦОцЎЈНЁЯ^ҢҰК§Р§үәБҰұнәкУ^ЎўОўУ^РОГІөДСРҫҝТФј°»ҜҢWіЙ·Ц·ЦОцЈ¬кUГчБЛФ“үәБҰұнК§Р§ФӯТтЈ¬МбіцБЛПа‘ӘөДоA·АҙлК©ЎЈ

1 ФҮтһ·ЦОц
1.1 әкУ^РОГІ·ЦОц
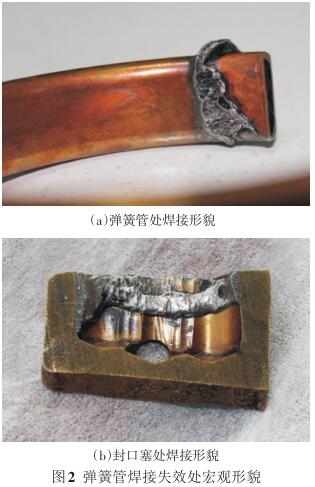
Ф“К§Р§үәБҰұнҸ—»Й№ЬНкИ«Г“ВдЈ¬·ЦҪвҸ—»Й№ЬәуҝҙөҪҸ—»Й№ЬЕc·вҝЪИыЯBҪУ¶Лјs1 cm¶ОғИУРУНОЫЈ¬ёьЙоөДІҝО»ӣ]УРУНОЫЎЈУГҫЖҫ«ЗеПҙҸ—»Й№ЬЕc·вҝЪИыЯBҪУ¶ЛІҝЎЈҝЙҝҙөҪҸ—»Й№ЬЙПеaәёГжБПМоідІ»ҫщ„тЎЈәёҪУМҺҝЙДҝңyөҪәёҪУҡвҝЧИұПЭЈ¬ИзҲD2ЈЁaЈ©ЛщКҫЎЈҢўЕcЦ®ҢҰ‘ӘөД·вҝЪИыәёҪУМҺУГҫҖЗРёоҢҰЖКЈ¬У^ңyөҪәёеaдҒХ№ГжІ»ҫщ„тЈ¬УРР§ЯBҪУ…^УтІ»өҪЯBҪУГжөД50%Ј¬ИзҲD2ЈЁbЈ©ЛщКҫЎЈ
1.2 ОўУ^РОГІЕc»ҜҢWФӘЛШ·ЦОц
ҢҰҸ—»Й№ЬөДҪрПаЯMРР·ЦОцЈ¬ІЙУГИэВИ»ҜиFы}ЛбИЬТәёҜОg„©Ј¬АыУГРНМ–һйAX10өДҪрПап@ОўзRҢҰҸ—»Й№Ьп@ОўҪMҝ—ЯMРРУ^ІмЈ¬ИзҲD3ЛщКҫЎЈ
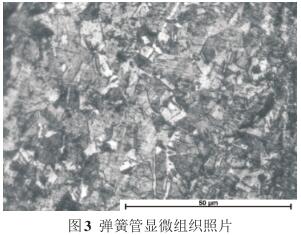
УЙҲD3ҝЙТФҝҙіцЈ¬Ҹ—»Й№Ьп@ОўҪMҝ—һйҶОПаαьSг~Ј¬п@ОўҪMҝ—ОҙҷzІйөҪГчп@ҠAлsЎЈТА“юGB/T 6394—2002ҳЛңКҢҰҸ—»Й№Ьҫ§БЈ¶ИЯMРРФu¶ЁЈ¬ҪY№ыһй11јүЎЈ
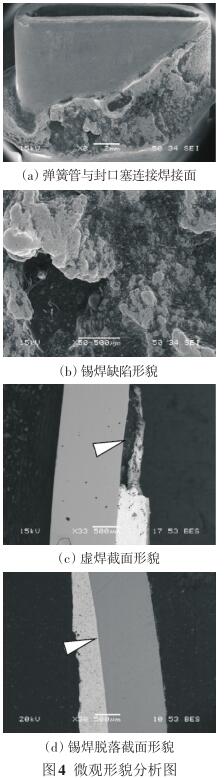
ҢўФ“үәБҰұнҸ—»Й№ЬГ“Вд¶ЛФЪ’ЯГилҠЧУп@ОўзRПВЯMРРОўУ^РОГІЕcФӘЛШ·ЦОцЈ¬У^ІмөҪәёҪУ…^УтәёБПдҒХ№І»ҫщ„тЈ¬Ҹ—»Й№ЬәёҪУІҝ·ЦҝҝҪь¶ЛГжМҺУРҙуЖ¬…^Утӣ]УРәёеaЈ¬ИзҲD4ЈЁaЈ©әНЈЁbЈ©ЛщКҫЎЈЗРИЎҸ—»Й№ЬәёҪУҪШГжЈ¬У^ІмөҪҸ—»Й№ЬұнГжУРІҝ·ЦМ“әё¶Ој°әёҪУГ“Вд¶ОЈ¬ИзҲD4ЈЁcЈ©әНЈЁdЈ©ЛщКҫЎЈәёҪУҪУо^ҙжФЪБСјyЎўҠAФьЎўҡвҝЧөИИұПЭЈ¬ҢҰҪУо^өДмoБҰҢWРФДЬөДУ°н‘Т»°гІ»Гчп@Ј¬ө«КЗҢҰәёҪУҪYҳӢөДЖЈ„ЪРФДЬУ°н‘…sК®·Цп@ЦшЎЈүәБҰұнҸ—»Й№ЬФЪ№ӨЧч•rКЬөҪІЁ„УүәБҰөДЧчУГЈ¬әёҪУИұПЭҫН•юТэ°lҸ—»Й№ЬөДЖЈ„ЪК§Р§ЎЈ
ҢҰәёҪУМҺЯMРРОў…^ДЬЧV·ЦОцЈ¬ИзҲD5ЛщКҫЎЈЖдЦРҸ—»Й№Ьһйјғг~ЦЖФмЈ¬әёБПЦчТӘіЙ·ЦһйPbәНSnЈ¬УРОўБҝөДAlЎўCoлsЩ|ФӘЛШЎЈлsЩ|ФӘЛШГчп@•юУ°н‘әёБПөДқҷқсРФәНБч„УРФЈ¬јУЦ®·вҝЪИыөДҺЧәОНвРОИЭТЧУРҡвП¶әНБСјyЈ¬К№әёҪУьcөДҸҠ¶ИПВҪөЎЈ
2 ҫCәПУ‘Х“
·ЦОцЙПКцФҮтһҪY№ыҝЙТФҝҙіцЈ¬әёҪУЩ|БҝІоКЗТэЖрҙЛҙОүәБҰұнК§Р§КВ№КөДЦчТӘФӯТтЎЈФ“үәБҰұнҸ—»Й№ЬЕc·вҝЪИыЦ®йgІЙУГеaәёЯBҪУЈ¬јҙАыУГөНИЫьcөДеaәёБПјУҹбИЬ»ҜәуЈ¬қBИлІўМоідҪрҢЩјюЯBҪУМҺйgП¶ЎЈБјәГөДеaәёәёьc‘ӘФ“ҫЯУРАО№МөДҷCРө№М¶ЁРФЈ¬әёеa‘ӘНкИ«ҪюқҷЈ¬әёјюөДЭҶАӘЗеіюЈ¬еaәёГж№вББқҷқЙЎЈҸДҸ—»Й№ЬЕc·вҝЪИыөДҢҰЖКГжҝЙТФҝҙіцЈ¬УРР§өДәёҪУЯBҪУГж·eІ»өҪ50%Ј¬әёҪУМҺУРДҝңyҝЙТҠөДҡвҝЧИұПЭ;ҸДҸ—»Й№ЬЕc·вҝЪИыәёҪУМҺОўУ^РОГІҝЙТФҝҙіцЈ¬әёҪУМҺеaәёГжІ»ҫщ„тЈ¬Фь¶шІ»ҢҚЈ¬еaәёГжІўОҙМоідөҪХыӮҖ…^УтЈ»әёҪУьcөДEDSФӘЛШ·ЦІјҲDЦРҝЙҝҙіцУРОўБҝөДAlФӘЛШлsЩ|ЎЈеaәёЩ|БҝЕcәёҪУјюұнГжқҚғфіМ¶ИЎўәёҪУңШ¶ИЎўәёҪУ•rйgЎўәёҪУКЦ·ЁөИ¶а·ҪГжТтЛШУРкPЈ¬әёҪУИұПЭҢҰҸ—»Й№ЬЕc·вҝЪИыәёҪУЯBҪУМҺөДЖЈ„ЪРФДЬУРәЬҙуөДУ°н‘ЎЈБнНвЈ¬әёҪУәуөДАд…sЯ^іМЦРЈ¬әёҝpҪрҢЩуw·eЧғ»ҜК№өГәёҪУЯBҪУМҺ®aЙъҪMҝ—‘ӘБҰЈ¬ТІ•юУ°н‘Ҹ—»Й№ЬөДЖЈ„ЪРФДЬЎЈ
Ҹ—»Й№Ь№ӨЧч•rМҺУЪ‘ТұЫ о‘BЈ¬КЬЖЈ„Ъ‘ӘБҰЧчУГЈ¬ФЪіЦАm№ӨЧчЯ^іМЦРУРҝЙДЬҢ§ЦВҸ—»Й№Ь®aЙъЖЈ„Ъй_БСЎЈҸ—»Й№ЬәёҪУО»ЦГҢЩУЪ‘ӘБҰјҜЦРІҝО»Ј¬БСјy•юғһПИФЪФ“О»ЦГ®aЙъЈ¬јУЦ®Ф“үәБҰұнҸ—»Й№ЬәёҪУМҺҙжФЪИұПЭЈ¬ТтҙЛјУЛЩБЛК§Р§ЎЈҢҰУРәёҪУИұПЭөДүәБҰұнҝЙТФЯMРРСaәёМҺАнЈ¬ТФГвФЩҙО°lЙъК§Р§КВ№КЎЈ
3 ҪYХ“әНҪЁЧh
1Ј©ФміЙүәБҰұнГЬ·вК§Р§КВ№КөДЦчТӘФӯТтКЗҸ—»Й№ЬЕc·вҝЪИыЎўЯB—UәёҪУІҝО»ҙжФЪәёҪУЩ|БҝИұПЭЎЈ
2Ј©ҪЁЧhҢҰФ“УНМпҺмҙжТФј°ХэФЪК№УГөДН¬РНМ–үәБҰұнЧРјҡҷzІйЈ¬ҢҰУРәёҪУИұПЭөДүәБҰұнЯMРРСaәёМҺАнЈ¬ТФГвФЩҙО°lЙъК§Р§КВ№КЎЈ
3Ј©ҪЁЧhүәБҰұнЦЖЧчЯ^іМЦРҢҰәёҪУәуөДҪYҳӢЯMРРЖЈ„ЪңyФҮФҮтһЈ¬ТФұЈЧCүәБҰұнқMЧгК№УГТӘЗуЎЈ








 кPЧўОТӮғ ҢҚ¬F№ІЪA
кPЧўОТӮғ ҢҚ¬F№ІЪA