
ı¬Ê¬ú║ð┬ð═▀\¦d╗╝²îªÙèÎËÈOéõ╠ß│÷┴╦©³©▀┐╣ø_ô¶─▄┴ªÁ─ʬþíú▀\Ë├ ANSYS Workbench▄ø╝■ÀÍ╬÷ø_ô¶Èç‗×Íð│÷¼Fåû¯}Á─£ÏÂ╚Îâ╦═ã¸ú¼Í¬¤ñ┴╦ËíÍãÙè┬À░ÕÁ─ð╬ÎâÀÍ▓╝ú¼ÀÍ╬÷│÷«aãÀ┤µÈ┌Á─À└ø_ô¶╣ñ╦ç┤Ù╩®▓╗ÎÒíóËíÍãÙè┬À░Õ║±Â╚▓╗ë‗íóȬã¸╝■▓╝¥Í▓╗║¤└ÝÁ╚┐╣ø_ô¶Á─▒í╚§¡h╣Øú¼▓ó¢o│÷┴╦¢ÔøQ┤Ù╩®íú¢ÔøQ┴╦£ÏÂ╚Îâ╦═ã¸┤¾ø_ô¶Èç‗×ùl╝■¤┬┐╣┴ªîWðÈ─▄▓¯Á─åû¯}ú¼╠ß╔²┴╦«aãÀÁ─┐╔┐┐ðÈú¼▒úÎC┴╦«aãÀÁ─┘|┴┐ú¼▓óîóÈô╝╝ðgæ¬Ë├Ë┌║¾└mÁ─ð═╠ûÍðíú
ʲÐÈ
▀\¦d┼c╬õã¸ð═╠ûÅùú¿╝²ú®╔¤┴ªîW¡h¥│Å═Ùsú¼▓╗═¼╬╗Í├Á─ÙèÎËÈOéõÈ┌´wðð▀^│╠Íðʬ│ð╩▄▓╗═¼Á─┴ªîW¡h¥│ú¼ÈOéõ╩ºðºÊ▓┼╝áû│÷¼FíúÙSÍ°═ã┴ª©³┤¾íó▀\¦d─▄┴ª©³Åèð┬Ê╗┤·▀\¦d╗╝²Á─░lı╣ú¼ÙèÎËÈOéõðÞʬ│ð╩▄Á─ı±äË┼cø_ô¶┴┐╝ëÈ¢üÝÈ¢┤¾ú¼ÙèÎËÈOéõÁ─‗×╩ıíó└²ððÈç‗×¥═╩Ã─úöM´wðð▀^│╠ÍðÁ─┴ªîW¡h¥│ú¼‗×ÎC«aãÀ─▄À±È┌É║┴ËÁ─ùl╝■¤┬┐╔┐┐ı²│ú╣ñθíúÈ┌‗×╩ıíó└²ððÈç‗×▀^│╠Íðú¼ÍØu▒®┬Â│÷«aãÀ▓╗─▄▀mæ¬┤¾ø_ô¶¡h¥│Èç‗×ùl╝■ʬþÁ─åû¯}ú¼È¬ã¸╝■╩ºðºÊ²░lÁ─┘|┴┐åû¯}òrËð░l╔·[1]íú
ø_ô¶Ýææ¬ÎV╩ÃË├üÝ║Ô┴┐¤Á¢y╩▄Á¢ø_ô¶Î¸Ë├ðº╣¹Á─│▀Â╚íúø_ô¶Ýææ¬ÎVÈç‗×╝╝ðg╩Ã┐╝║╦ÙèÎËÈOéõ¢Yÿï╝░┐╣ø_ô¶─▄┴ªÁ─╩ÍÂ╬Í«Ê╗ú¼╩ÃÊ╗ÀN┐ãîW║¤└ÝÁ─║Ô┴┐ø_ô¶▀\äËÁ¢yθË├┴ª┤¾ðíÁ─Èç‗×À¢À¿[2]íú
£ÏÂ╚£y┴┐╩ÃÅùú¿╝²ú®╔¤#│úÊèÁ─▀b£yàóöÁÍ«Ê╗ú¼£ÏÂ╚Îâ╦═ã¸Î¸×Ú£ÏÂ╚£y┴┐Á─Ùè┬À▓┐ÀÍú¼ı╝ô■┴╦Åù╔¤ÙèÎËÈOéõ¦^┤¾▒╚└²íú£ÏÂ╚Îâ╦═ã¸È┌─│ð═╠ûø_ô¶Ýææ¬ÎVÈç‗×Íðú¼È°¢ø│÷¼FȬã¸╝■╩ºðºÁ─¼F¤¾íúø_ô¶Ýææ¬ÎVÈç‗×▀^│╠Íðú¼¥Ì┤¾Á─ø_ô¶╝Ë╦┘Â╚▓╗âHÈý│╔║©³c├ô┬õú¼Â°ÃÊ░ÚËðÙè╚¦Ú_┴ÐíóÂ■ÿO╣▄Ëð┴Ð╝yíó╗¨£╩È┤Ú_╔wÁ╚¼F¤¾íúÍØu▒®┬Â│÷È¡Ëð▀xð═«aãÀ▓╗─▄▀mæ¬ð┬ð═▀\¦d╗╝²┤¾ø_ô¶¡h¥│Èç‗×ùl╝■ʬþÁ─åû¯}íú
Ë╔Ë┌£ÏÂ╚Îâ╦═ã¸ÊÐ▒╗ÂÓéÇð═╠û▀xË├ú¼¢Yÿï║═░▓Ðb│▀┤þ¤Ó^ðíú¼ƒoÀ¿È┌═Ô▓┐È÷╝Ë£pıÐbÍ├[3]ú¼È┌▓╗©³©─«aãÀ¢YÿïÁ─Ã░╠ߤ┬╠ß©▀£ÏÂ╚Îâ╦═ã¸┐╣ø_ô¶─▄┴ª╩Ã╝▒ðÞ¢ÔøQÁ─åû¯}íúʬ╠ß╔²£ÏÂ╚Îâ╦═㸫aãÀÁ──═ø_ô¶ðÈ─▄ú¼▒úÎC«aãÀÈ┌´wðð▀^│╠ÍðÁ─┐╔┐┐ðÈú¼▒ÏÝÜıÊ│÷åû¯}│÷¼FÁ─È¡Ê‗ú¼ıÊ│÷«aãÀ┐╣ø_ô¶ðÈ─▄▓¯Á─▒í╚§¡h╣Ø▓ó▓╔╚í║¤└ÝÁ─╣ñ╦ç┤Ù╩®íú
2 ╩ºðºÀÍ╬÷
─┐Ã░¢ÔøQ┤¾ø_ô¶╩ºðºÁ─åû¯}ú¼╗¨▒¥Â╝╝»ÍðÈ┌îª╩ºðºã¸╝■ı│╣╠╔¤íú═¿▀^▀xô±▓╗═¼Á──z┴¤íó╣ÓÀÔ╣╠─zÀ¢╩¢ú¼╠ß╔²╩ºðºã¸╝■Á─┐╣ø_ô¶─▄┴ª[4]ú¼▀@ð®À¢À¿È┌Ê╗¿│╠Â╚╔¤╠ß╔²┴╦Ȭã¸╝■┐╣ø_ô¶Á──▄┴ªú¼Á½▓óø]ËðÀÍ╬÷│÷┤¾ø_ô¶îª«aãÀ«a╔·Á─Ë░Ýæú¼©³ø]ËðıÊÁ¢Ê²─_öÓ┴ÐíóȬã¸╝■Ú_╔wíóÙè╚¦Ú_┴ÐÁ─©¨È┤ú¼╚¦ÊÎÎî╚╦«a╔·Õeı`Á─┼ðöÓíú×Ú┴╦Ëððº¢ÔøQ«aãÀ─═ø_ô¶Á─åû¯}ú¼øQ¿îªø_ô¶Èç‗×Íð│÷¼Fåû¯}Á─«aãÀ▓╔Ë├ ANSYS Workbench ▄ø╝■ÀÍ╬÷ËíÍãÙè┬À░Õæ¬┴ªú¼├¸┤_åû¯}«aãÀÈ┌ø_ô¶¤┬Á─ð╬ÎâÃÚøríú═¿▀^▄ø╝■ÀÍ╬÷«aãÀ│ð╩▄æ¬┴ªÁ─╚½├▓ú¼├¸┤_▒í╚§¡h╣Øú¼îª▒í╚§╬╗Í├ã¸╝■Í▒¢Ë╝Ë╣╠ú¼ËðßÿîªðÈÁÏ¢ÔøQåû¯}íú£ÏÂ╚Îâ╦═ã¸Ë╔ËíÍãÙè┬À░Õ¢M║¤╝■íóÜñ¾wíó╔w░Õ¢M│╔íúãõÍðú¼ËíÍãÙè┬À░Õ¢M║¤╝■┼cÜñ¾wÍ«ÚgíóÜñ¾w┼c╔w░ÕÍ«Úg¥¨Ë├┬¦ßö╣╠¿▀B¢Ëíú
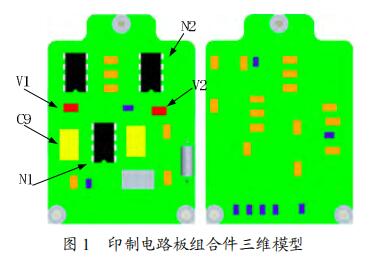
ËíÍãÙè┬À░Õ¢M║¤╝■Ë╔ËíÍãÙè┬À░Õ║═ÂÓéÇȬã¸╝■¢M│╔íú├┐éÇȬã¸╝■Á─┘|┴┐íó═Ôð╬│▀┤þÂ╝┐╔ÊÈ═¿▀^îìÙH£y┴┐½@Á├íú▀\Ë├ ANSYS Workbench ▄ø╝■ú¼░┤ııËíÍãÙè┬À░Õ¢M║¤╝■Á─ıµîìá¯æB¢¿┴ó┴╦ËíÍãÙè┬À░Õ¢M║¤╝■Á─╚²¥S─úð═ú¼╚þêD 1 ╦¨╩¥ú¼ÿ╦Îó╬╗Í├×Úø_ô¶Èç‗×╩ºðºã¸╝■íú
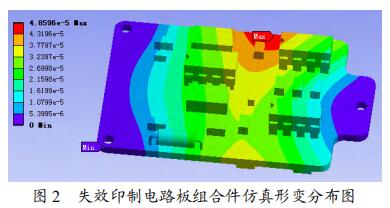
Ê‗×Ú╦¨Ëð╩ºðºÈ¬ã¸╝■¥¨│÷¼FÈ┌┤╣Í▒ËíÍãÙè┬À░ÕÀ¢¤‗ø_ô¶ÊÈ║¾ú¼╦¨ÊÈÀÍ╬÷┤╦À¢¤‗Á─ø_ô¶æ¬┴ªú¼½@Á├╩ºðºËíÍãÙè┬À░Õ¢M║¤╝■À┬ıµð╬ÎâÀÍ▓╝êD╚þêD 2 ╦¨╩¥íú
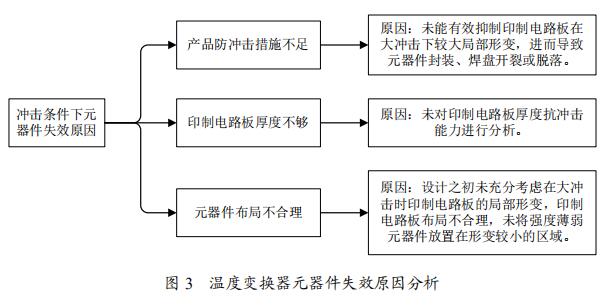
═¿▀^æ¬┴ªÀÍ╬÷ú¼┐╔ͬ£ÏÂ╚Îâ╦═ã¸È┌ø_ô¶▀^│╠Íðú¼│ð╩▄æ¬┴ª«a╔·ð╬ÎâÁ─╬╗Í├┴┐╝ë╝░ÀÍ▓╝ÃÚørú¼┼c«aãÀÈ┌Èç‗×▀^│╠Íð╩ºðºã¸╝■Á─╬╗Í├═Û╚½╬Ã║¤íúÊ‗┤╦┐╔ͬ┤¾ø_ô¶¡h¥│¤┬«aãÀâ╚▓┐Á─Ȭã¸╝■╩ºðºÈ¡Ê‗ú¼╚þêD 3 ╦¨╩¥íú
3 ¢ÔøQ┤Ù╩®
3.1 ©─ÎâË╔«aãÀÁ¢È¬ã¸╝■Á─ø_ô¶┴ªîWé¸▀f
È┌Ðð¥┐╚þ║╬╠ß╔²«aãÀ┐╣ø_ô¶─▄┴ªÁ─═¥Å¢Íðú¼shou¤╚┐╝æ]═¿▀^║¤└ÝÁ─╣ñ╦çâ×╗»À¢░©ú¼©─Îâ«aãÀø_ô¶Á─┴ªîWé¸▀fú¼Å─°╦Ñ£pø_ô¶Èç‗×ËíÍãÙè┬À░Õð╬ÎâÁ─┴┐╝ëú¼▀MÊ╗▓¢£pðíËíÍãÙè┬À░Õð╬Îâé¸▀fÁ¢È¬ã¸╝■╔¤Á─ø_ô¶ÍÁú¼▀_Á¢╠ß╔²«aãÀ─═ø_ô¶Á──▄┴ªíú╣ñ╦çâ×╗»À¢░©Á─▀\Ë├ú¼ðÞʬ└¹Ë├▄ø╝■ÀÍ╬÷ø_ô¶ð╬Îâ▓ó╝ËÊÈζÎCíúË╔Ë┌¢Yÿï│▀┤þÁ─¤ÌÍãú¼ƒoÀ¿È┌═Ô▓┐È÷╝Ë¥Åø_ÐbÍ├ú¼Í╗─▄Å─«aãÀâ╚▓┐┐╝æ]íú
─┐Ã░│úË├Á─ËíÍãÙè┬À░Õ╣╠ÀÔ╣ñ╦çËð╣ÓÀÔíóı│╣╠â╔ÀNÀ¢╩¢íú┐╝æ]Á¢«aãÀÁ─┐╔¥SðÌðÈú¼«aãÀ┘|┴┐║═╔óƒß▓╔Ë├ı│╣╠╣ñ╦çíúË╔Ë┌¡hЧÿõͼı│¢Ëä®ı│╣╠Ȭã¸╝■×Ú║¢╠ý«aãÀ¤ÌË├╣ñ╦çú¼╦¨ÊÈ▀xË├╣Þ¤─zGD414θ×Úı│╣╠▓─┴¤íúGD414î┘Ë┌ÍððÈå╬¢MÀÍ╩Ê£Ï┴‗╗»╣Þ¤─zú¼ƒo©»╬gðÈú¼¥▀Ëð©▀ÅèÂ╚íó©▀öÓ┴Ð╔ýÚL┬╩íó─═Τ═Ô╣Ôíó─═ÜÔ║‗└¤╗»╝░┴╝║├Á─Ùè¢^¥ëÁ╚â׳c[5]íú
═¿▀^▓╗═¼╣ñ╦çâ×╗»À¢░©├■╦¸ú¼øQ¿▓╔╚í╚þ¤┬Á─╣ñ╦ç┤Ù╩®ú║ËíÍãÙè┬À░Õ▀à¥ë║═Üñ¾wÍ«ÚgË├╣Þ¤─zGD414▀B×ÚÊ╗¾wú¼░ÐÜñ¾wâ╚▒┌┼cËíÍãÙè┬À░Õı│╣╠│╔Ê╗¾wú¼£pðíø_ô¶║¾ËíÍãÙè┬À░ÕÁ─ð╬Îâ┴┐íú┴ªîW╝Ë╣╠╩Ã▒úı¤ËíÍãÙè┬À░Õ¢M║¤╝■─▄ë‗Ýÿ└¹═¿▀^┴ªîWø_ô¶Èç‗×Á─ÍÏʬ╣ñ╦ç┤Ù╩®íú
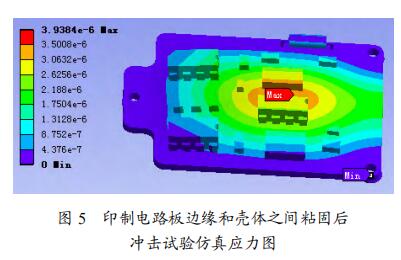
ËíÍãÙè┬À░Õ▀à¥ë║═Üñ¾wÍ«Úgı│╣╠ðº╣¹╚þêD4╦¨╩¥íú

ËíÍãÙè┬À░Õ▀à¥ë║═Üñ¾wÍ«Úgı│╣╠║¾ø_ô¶Èç‗×À┬ıµæ¬┴ªêD╚þêD 5 ╦¨╩¥íúêD 2 ┼cêD 5 îª▒╚┐╔ͬú║ı│╣╠Ã░ú¼ËíÍãÙè┬À░ÕÁ─#┤¾ð╬Îâ┴┐╩à 4.8596e-5ú╗ı│╣╠║¾ú¼ËíÍãÙè┬À░ÕÁ─#┤¾ð╬Îâ┴┐╩à 3.9384e-6ú¼ËíÍãÙè┬À░Õð╬Îâ┴┐£pðí┴╦Ê╗éÇ┴┐╝ëíúð╬Îâà^ÚgÀÍ▓╝Ê▓░l╔·┴╦║▄┤¾Á─Îâ╗»ú¼ı│╣╠║¾ú¼#┤¾Á─ð╬Îâà^ÚgÁ─ð╬Îâ┴┐┼cı│╣╠Ã░¤Ó▒╚ú¼ð╬Îâ┴┐´@Í°ÎâðííúÊ‗┤╦îóËíÍãÙè┬À░Õ▀à¥ë║═Üñ¾wı│╣╠│╔×ÚÊ╗¾wÁ─À¢À¿îª£pðí┤¾ø_ô¶«a╔·Á─æ¬┴ªËð├¸´@Á─θË├íú
3.2 ╝Ë╣╠▒í╚§¡h╣Ø
È┌«aãÀÁ─╝Ë╣╠╠Ä└ÝÍðú¼▓╗âHîó©─▀M╣ñ╦ç╩ÍÂ╬║¾ú¼ð╬Îâ┴┐#┤¾Á─à^Ë‗ÍðÁ─ã¸╝■ı│╣╠ú¼═¼òrîóÊÎôpë─Á─ÙèÎËȬã¸╝■╚þÒgÙè╚¦íóÂ■ÿO╣▄íó▀\╦ÒÀ┼┤¾ã¸íó╗¨£╩È┤Á╚¦^┤¾ã¸╝■Ë├╣Þ¤─z GD414 ı│╣╠íúÀ└ı±ı│╣╠¥¨æ¬îó╣Þ¤─z GD414 ╠¯│õÈ┌┤²ı│╣╠Ȭã¸╝■▒¥¾w┼c¤ÓÓÅËíÍãÙè┬À░Õ▒Ý├µÍ«Úgú¼▓╔╚í╣ñ╦ç┤Ù╩®ú¼┤_▒ú╠¯ØMú¼┤_▒úı│╣╠â╚▓┐ø]ËðÜÔ┼¦«a╔·íúı│╣╠║¾╣Þ¤─z GD414 È┌╩Ê£Ï 20í½35íµú¼Ø±Â╚ú¥40% Á─ùl╝■¤┬╣╠╗»ú¼òrÚg×Ú 24híú╣╠╗»òrÚg 72h ║¾▓┼┐╔┴ªîWÈç‗×íú
3.3 ¢ÔøQËíÍãÙè┬À░Õ║±Â╚▓╗ë‗Á─┤Ù╩®
È¡╩╝ËíÍãÙè┬À░ÕÁ─║±Â╚×Ú 1.5mmú¼îóËíÍãÙè┬À░ÕÁ─║±Â╚Å─ 1.5mm ╝Ë║±Á¢ 2mmú¼Ëð└¹Ë┌È÷╝ËËíÍãÙè┬À░ÕÁ─äéÂ╚ú¼©³║├ÁÏÁÍ˨═Ô▓┐ø_ô¶ÄºüÝÁ─ôpë─íúËíÍãÙè┬À░ÕÈ÷║±Á¢ 2mm òrø_ô¶Èç‗×À┬ıµæ¬┴ªêD╚þêD 6 ╦¨╩¥íú
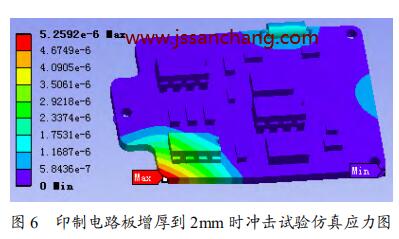
═¿▀^êD 2 ┼cêD 6 îª▒╚┐╔ͬú║1.5mm ║±Â╚ËíÍãÙè┬À░ÕÁ─#┤¾ð╬Îâ┴┐╩à 4.8596e-5ú¼2mm ║±Â╚ËíÍãÙè┬À░ÕÁ─#┤¾ð╬Îâ┴┐╩à 5.2592e-6ú¼ËíÍãÙè┬À░Õð╬Îâ┴┐£pðí┴╦Ê╗éÇ┴┐╝ëú¼┼cËíÍãÙè┬À░Õ║═Üñ¾wÍ«ÚgË├╣Þ¤─z GD414 ı│╣╠á¯æB¤┬Á─┴┐╝ë¤Ó«öú¼Í╗╩ÃÈ┌▒╚└²¤ÁöÁ╔¤┬È┤¾íú┼c┤╦═¼òrú¼╩▄ø_ô¶Ë░Ýæ¦^┤¾Á─ã¸╝■╠ÄÁ─ð╬ÎâÊ▓½@Á├┴╦ÿO║├Á─ÊÍÍãíúÊ‗┤╦ú¼È÷╝ËËíÍãÙè┬À░Õ║±Â╚Á─À¢À¿îª£pðí┤¾ø_ô¶«a╔·Á─æ¬┴ªð╬ÎâíóÀ└Í╣Ȭã¸╝■╩ºðºËð├¸´@θË├íú
3.4 ¢ÔøQȬã¸╝■▓╝¥Í▓╗║¤└ÝÁ─┤Ù╩®
È┌îªÈ¬ã¸╝■ı│╣╠íóËíÍãÙè┬À░Õ║═Üñ¾wÍ«Úgı│╣╠ÊÈ╝░È÷╝ËËíÍãÙè┬À░Õ║±Â╚Á─╗¨ÁA╔¤ú¼îª£ÏÂ╚Îâ╦═ã¸Á─ËíÍãÙè┬À░Õ╔¤Á─Ȭã¸╝■ÍÏð┬▓╝¥Íú¼îó┐╣ø_ô¶─▄┴ª▓¯íóÊÎôpë─Á─Â■ÿO╣▄À┼È┌ËíÍãÙè┬À░Õ▀à¥ë╬╗Í├íú
4 ┤Ù╩®Á─Èç‗×‗×ÎC
4.1 ı│╣╠┤Ù╩®Á─Èç‗×‗×ÎC
╣▓7┼_«aãÀø_ô¶Èç‗×░l╔·åû¯}ú¼Èý│╔«aãÀÀÁ╣ñú║îóÊÎôpë─Á─ÙèÎËȬã¸╝■╚þÒgÙè╚¦íóÂ■ÿO╣▄íó▀\╦ÒÀ┼┤¾ã¸íó╗¨£╩È┤Á╚¦^┤¾ã¸╝■Ë├╣Þ¤─zGD414ı│╣╠ú¼═¼òrîóËíÍãÙè┬À░Õ▀à¥ë║═Üñ¾wÍ«ÚgË├╣Þ¤─zGD414▀B×ÚÊ╗¾wú¼░┤▒Ý1ð‗╠û1Á─Èç‗×ùl╝■ÍÏð┬Èç‗×ú¼«aãÀ¥¨═¿▀^┴╦┤¾ø_ô¶Èç‗×íú«aãÀ£yÈç¢Y╣¹ı²│úíú«aãÀÚ_╔w║¾Ë├À┼┤¾▒ÂöÁ▓╗Á═Ë┌30▒ÂÁ─╚²¥S╣ÔîW´@╬óþRÖz▓Ú╦¨ËðȬã¸╝■▒¥¾w═Û║├íóƒoôpú╗Ç║©¢Ë└╬╣╠ú╗¥o╣╠╝■ƒo╦╔äËú╗║©³cƒo┴Ð╝yíúø_ô¶Ýææ¬ÎVÈç‗×ùl╝■╝░‗×ÎC¢Y╣¹Êè▒Ý1íú

4.2 ËíÍãÙè┬À░Õ╝Ë║±Á─┤Ù╩®‗×ÎC
È┌▓╔╚íı│╣╠┤Ù╩®Á─╗¨ÁA╔¤ú¼╝Ë║±ËíÍãÙè┬À░Õú¼Íãθ┴╦ 2 ┼_«aãÀÿËÖCú¼▓ó░┤ıı▒Ý 1 ð‗╠û 2 Á─Èç‗×ùl╝■ÍÏð┬Èç‗×ø_ô¶ú¼═¿▀^┴╦ 20000g ┤¾ø_ô¶Èç‗×íú
4.3 Ȭã¸╝■ÍÏð┬▓╝¥ÍÁ─┤Ù╩®‗×ÎC
È┌▓╔╚íËíÍãÙè┬À░Õı│╣╠║═╝Ë║±┤Ù╩®║¾ú¼îªÈ¬ã¸╝■ÍÏð┬▓╝¥Íîó╚¦ÊÎôpë─Á─Â■ÿO╣▄▒M┴┐À┼Í├È┌ËíÍãÙè┬À░Õ▀à¥ëú¼Íãθ┴╦ 2 ┼_«aãÀÿËÖCú¼▓ó░┤ıı▒Ý 1 ð‗╠û 2 Á─Èç‗×ùl╝■ÍÏð┬Èç‗×ø_ô¶ú¼═¿▀^┴╦ 20000g ┤¾ø_ô¶Èç‗×íú
5 ¢Y╩°ıZ
═¿▀^▀\Ë├ANSYS Workbench▄ø╝■ÀÍ╬÷«aãÀæ¬┴ª┼cð╬Îâú¼ÀÍ╬÷│÷«aãÀ─═ø_ô¶Á─▒í╚§¡h╣Øíú─▄ë‗Ëððº‗×ÎC▓╔╚í╣ñ╦ç┤Ù╩®╩ÃÀ±║¤└Ýíóı²┤_ú¼ËðÁ─À┼╩©ÁÏ╝Ë╣╠▒í╚§¡h╣Øú¼╝╚È÷Åè┴╦▓╔Ë├╣ñ╦çâ×╗»À¢░©¢ÔøQåû¯}Á─║¤└ÝðÈú¼Ê▓îªÈ¬ã¸╝■║¤└Ý▓╝¥Í╠ß╣®┴╦Ëð┴ªÁ─ͺ│Ííú
£ÏÂ╚Îâ╦═ã¸═¿▀^ËíÍãÙè┬À░Õı│╣╠║═ËíÍãÙè┬À░Õ╝Ë║±▓óîªÈ¬ã¸╝■ÍÏð┬▓╝¥Í┤Ù╩®║¾ú¼╠ß©▀┴╦£ÏÂ╚Îâ╦═ã¸Á─┐╣ø_ô¶─▄┴ªú¼îó«aãÀ┐╣ø_ô¶┴┐╝ë╠ß╔²Í┴20000gú¼─╦Í┴©³©▀┴┐╝ëíú═¿▀^©─▀M┤Ù╩®ú¼╠ß©▀┴╦«aãÀîªÉ║┴Ë┴ªîW¡h¥│Á─▀mæ¬ðÈú¼ØMÎÒ┴╦ð┬Ê╗┤·▀\¦d╗╝²ÂÓéÇð═╠ûÁ─ðÞþíú▓óîóÈô╝╝ðgæ¬Ë├Ë┌║¾└mÁ─ð═╠ûÍðú¼ðº╣¹┴╝║├íú×Ú║¾└m═¼¯Éð═ÎâôQã¸Á─¢Yÿï═Û╔ã║═ð┬«aãÀÁ─ÐðÍã┤‗¤┬┴╦┴╝║├Á─╗¨ÁAíú
─·┐╔─▄©ð┼d╚ñÁ─«aãÀtuijianú║Ùè┤┼┴¸┴┐Ëïíó┤┼À¡░ÕÊ║╬╗Ëï











 ÛPÎó╬Êéâ îì¼F╣▓┌A
ÛPÎó╬Êéâ îì¼F╣▓┌A